
 产品:32
产品:32
 联系我们
联系我们

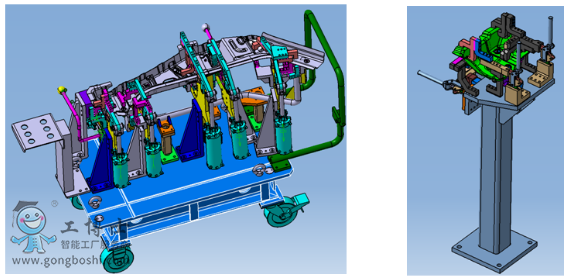
松下机器人:焊接上的分装工装夹具
控制方式:
分装夹具大部分采用气动控制的方式,有少部分简单的夹具采用手动控制的方式。
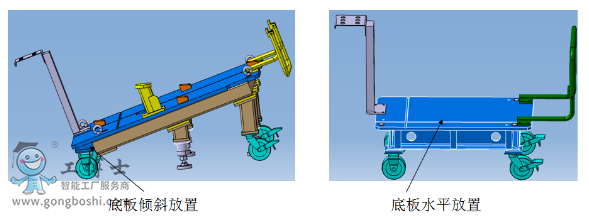
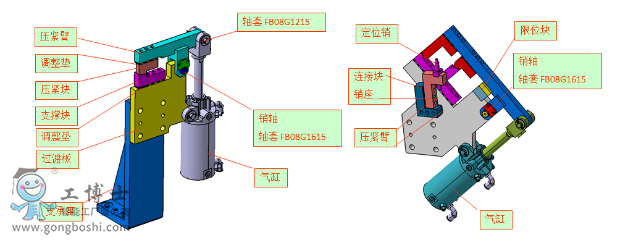
根据功能需要,底板有水平放置和倾斜放置两种。底板由底板本体,测量机构,调平机构,脚轮,操作盒,把手组成。
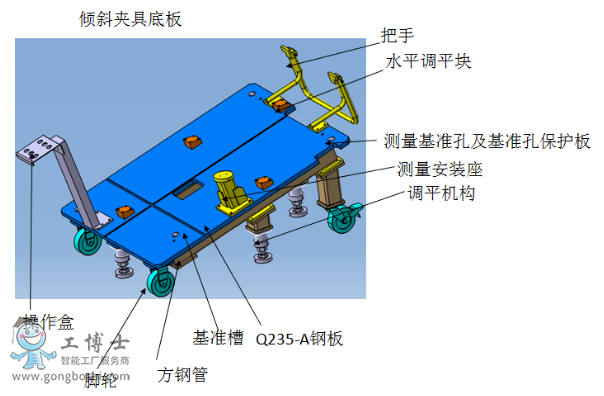
底板本体,由槽钢或方钢管和Q235-A钢板焊接组成,在底板上加工有基准槽和坐标网格线,便于夹具打孔和测量。在底板上加工有测量基准孔便于测量,对底板倾斜的夹具还装有水平调平块和测量安装座。
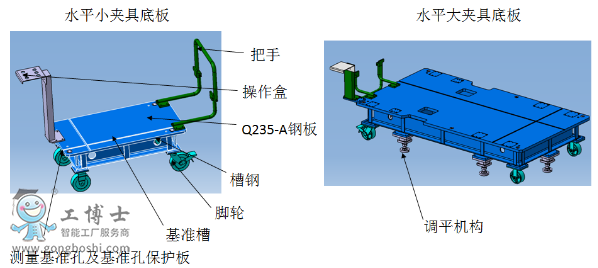
对于比较大的夹具和倾斜的夹具设计有调平机构,对倾斜的夹具还设计有水平调平块。调平机构在夹具不移动时,通过调整螺母的位置使脚轮离地,用调平机构支承夹具,从而将夹具调到水平位置。对倾斜夹具,需要用水平调平块来将夹具调整到我们需要的理论位置,调整完后,调平块的上表面应该在水平面上。
旋转部位设置无油润滑轴套,保证运动顺畅而且保证精度,在支承块、压紧块、定位销等定位元素的安装环节上设置调整垫,方便精度调整用。压紧臂上带有多个压头、带有定位销、带有空压头、带有外观面压头、受到侧向力等情况时,设置有限位块,保证定位准确可靠。

2.2平移机构、翻转机构
为了满足设备装卸件、传输、定位点分布等功能要求,根据实际情况设计平移机构或者翻转机构平移机构采用气缸驱动,移动部分在直线导轨上平移,工作位置设置限位块。翻转机构采用气缸驱动,翻转部分以转轴为旋心旋转,转轴处装有无油润滑的厚壁轴套。

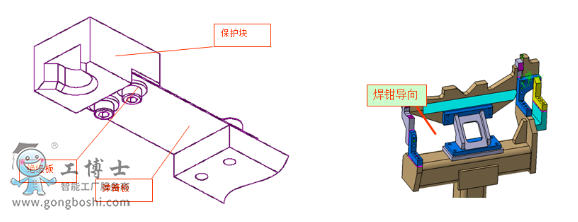
对外观面焊点处设置有焊点保护块以保护外观面,焊点保护块材料为铬锆铜,保护块通过弹簧板浮动,以保证和工件贴合。保护块通过绝缘垫、绝缘套、绝缘板等绝缘,避免焊接分流。对于不便操作、不便观察的焊点设置有焊钳导向块、焊钳导向采用MC尼龙材料。
对固定定位销较多和不方便取件的夹具,设置有抬起机构。
分装夹具为手工焊接,大部分设备为气控,系统由夹具本体、气动系统及电气控制系统构成。气压管路采用压缩空气,在每个气源入口处安装有由一个手动截止阀、一个三联体、一个气控渐增阀和一个电控截止阀组成的气源处理单元,在每个气缸的出口处安装有单向节流阀,用于调节气缸的运行速度。在每台夹具的控制系统中装有相应的控制阀,通过逻辑运算来保证各执行元件间的动作顺序。
分装夹具为手工焊接,大部分设备为气控,系统由夹具本体、气动系统及电气控制系统构成。气压管路采用压缩空气,在每个气源入口处安装有由一个手动截止阀、一个三联体、一个气控渐增阀和一个电控截止阀组成的气源处理单元,在每个气缸的出口处安装有单向节流阀,用于调节气缸的运行速度。在每台夹具的控制系统中装有相应的控制阀,通过逻辑运算来保证各执行元件间的动作顺序。
更多信息请咨询:松下机器人